Kanban and Material Control Systems
What is Kanban?
The operating method of the Toyota Production System is Kanban. Its most frequently used form is a piece of paper contained in a rectangular vinyl envelope.
This piece of paper carries information that can be divided into 3 categories: (1) pickup information, (2) transfer information, and (3) production information. The Kanban carries the information vertically and laterally within the business itself and between the cooperating firms.
Kanban means “card” or “sign” and is the name given to the inventory control card used in a pull system. It is a work order that moves with the material. Kanban is a system of information that integrates the plant, connects all processes one to another, and connects the entire value stream to the customer demand harmoniously.
Origins of Kanban
The idea of Kanban came from the supermarket. Suppose we take Kanban into the supermarket, how would it work? Commodities purchased by customers are checked out through the cash register. Cards (barcodes) that carry information about the types and quantities of commodities bought are then forwarded to the purchasing department. Using this information, commodities taken are swiftly replaced by purchasing. These cards correspond to the withdrawal Kanban in the Toyota Production System. In the supermarket, the commodities displayed in the store correspond to the inventory at the production plant.
If a supermarket had its own production plant nearby, there would be production Kanban in addition to the withdrawal Kanban between the store and the production department. From the directions on this Kanban, the production department would produce the number of commodities picked up.
The supermarket system was adopted in the machine shop around 1953 at Toyota. To make it work, Toyota used pieces of paper listing the part number of a piece and other information related to machining work and it was called the Kanban. Subsequently it was called the Kanban system, as it was felt that, if all the movements in the plant could be unified or systematised.
Kanban is known as the nervous system of Lean production because it manages production just as our brains and nerves manage our bodies. The primary benefit of the Kanban system is to reduce overproduction; and its aim is to produce only what is ordered, when it is ordered, and in the quantities ordered.
Functions of Kanban and Rules for Use
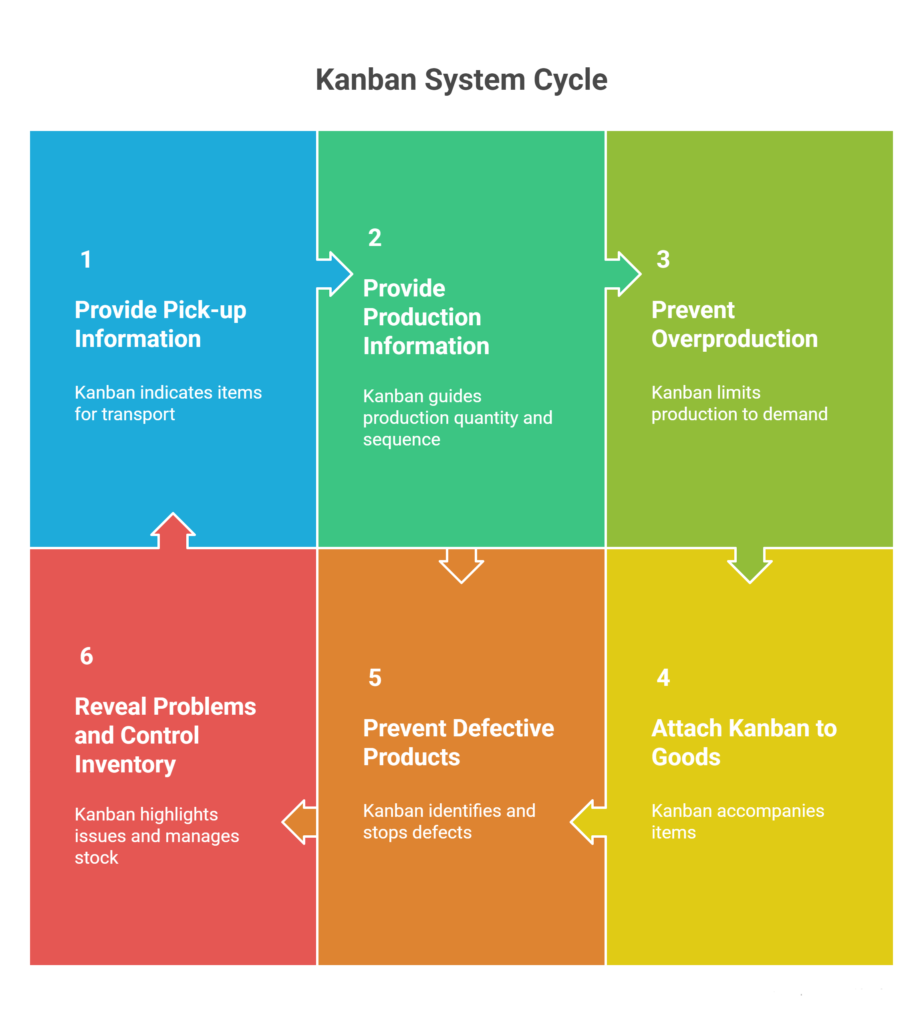
- Provides pick-up or transport information Later process picks up the number of items indicated by the Kanban at the earlier process
- Provides production information Earlier process produces items in the quantity and sequence indicated by the Kanban
- Prevents overproduction and excessive transport No items are made or transported without a Kanban
- Serves as a work order attached to goods Always attach a Kanban to the goods
- Prevents defective products by identifying the process making the defectives Defective products are not sent on to the subsequent process. The result is 100% defect-free goods
- Reveals existing problems and maintains inventory control Reducing the number of Kanban increases their sensitivity
Kanban and Reordering Point Method
The Kanban system is based on an inventory management system called reordering point method. This is a statistical method that allows factories to reorder the same amount of parts / products each time. When inventory drops to certain level (the reorder point), a new order is made to replace the used inventory.
Both Kanban system and Reorder Point Methods require that the market demand is stable. Both are unsuitable for products that have large and unpredictable ups and downs. Even Kanban cannot prevent shortages or gluts in such cases. Instead the Kanban system minimises waste by using level production, which averages out the product models and volumes to be produced, and eliminates the need to produce in large lots. Also, Kanban system keeps the information and goos together and enables visual control.
Types of Kanban
Transport Kanban
The first major type of Kanban is a transport Kanban, which indicates when numerous parts are to be moved to the production line or between processes in production and assembly. In addition to identifying the part and quantity, transport Kanban indicates where the part comes from and where it is going. There are 2 basic type of transport Kanban: Supplier Kanban and Withdrawal Kanban.
- Supplier or Parts-Ordering Kanban – these Kanban are sent as orders to outside suppliers.
- Withdrawal or in-factory Kanban – These Kanban are used between processes in the factory.
Production Kanban
The second primary type of Kanban is known as a Production Kanban. Production Kanban indicates operation instructions for specific processes. There are 2 basic types of production Kanban: Production-ordering Kanban and Signal Kanban.
- Production-ordering Kanban – These are the type of Kanban routinely used at processes that do not require changeovers.
- Signal Kanban – These Kanban are used at presses or other processes that require changeovers. Triangle Kanban are a specific form of Signal Kanban that call attention to the reorder point.
Number of Kanban Required
Number of Kanban = Daily output x (Lead Time + Safety Margin) / Pallet Capacity
Daily Output = Monthly Output / No. of working days in a month Lead-Time = Manufacturing Lead-Time (process lead-time + retention time) + Lead-Time for Kanban Retrieval Safety Margin = Zero days or as few days as possible Pallet Capacity = Try to keep pallet contents small and instead increase the number of deliveries
Questions to be answered when deciding the number of Kanban:
- How many products can be carried on a pallet?
- How many transport lots are needed, given the frequency of transport?
- Will a single product or mixed products be transported?
Note: In Lean production, how to determine the number of kanabn used is less important than how to improve the production system so that this number can be reduced. To achieve a minimum number of Kanban other important improvements need
Example: The Three-Bin System
A “three-bin system” for the supplied parts (where there is no in-house manufacturing) — one bin on the factory floor (demand point), one bin in the factory store and one bin at the suppliers’ store. The bins usually have a removable card that contains the product details and other relevant information — the Kanban card. When the bin on the factory floor becomes empty, i.e., there is demand for parts, the empty bin and Kanban cards are returned to the factory store. The factory store then replaces the bin on the factory floor with a full bin, which also contains a Kanban card. The factory store then contacts the supplier’s store and returns the now empty bin with its Kanban card. The supplier’s inbound product bin with its Kanban card is then delivered into the factory store completing the final step to the system. Thus the process will never run out of product and could be described as a loop, providing the exact amount required, with only one spare so there will never be an issue of over-supply. This ‘spare’ bin allows for the uncertainty in supply, use and transport that are inherent in the system. The secret to a good Kanban system is to calculate how many Kanban cards are required for each product. Most factories using Kanban use the coloured board system (Heijunka Box or Load Levelling Box). This consists of a board created especially for holding the Kanban cards.
Further Reading
- Toyota Production System: Beyond Large-Scale Production by Taiichi Ohno
- JIT is Flow : Practice and Principles of Lean Manufacturing by Hiroyuki Hirano and Makoto Furuya
- Kanban For The Shop Floor Productivity Press Shop Floor Series